
|
联系电话:024-83689715 13066628868
|

单道次压缩实验-变形抗力曲线的测定 |
| 金属的变形抗力值对于确定轧机负荷和制定合理的轧制工艺规程是不可缺少的,尤其对于薄板坯连铸连轧来说,虽然总的压缩比较常规流程要小,但单道次的压缩比却很大,因此对其进行变形抗力的模拟具有十分重要的意义。当采用控制轧制工艺后,由于要求反复形变再结晶细化晶粒,在奥氏体低温区要求有足够的累积压下量以及要求有极低的终轧温度等,这些因素都使轧制力增大,它往往成为满足控制轧制工艺条件的限制因素。本文以“薄板坯连铸连轧含Nb钢的变形抗力的研究 ”为实例,进行阐述。 (1)实验方案 试样以100℃/s快速升温到1250℃,保温30s,以10℃/s冷速冷却到1150℃,保温2分钟,然后以5℃/s的冷速冷却到变形温度,保温10s进行变形。变形条件为,变形程度70%(真应变1.204);应变速率分别为1,10,20/s;变形温度分别为850℃, 900℃,950℃,1000℃,1050℃,1100℃;单道次压缩实验工艺示意图如图3.2.4所示,记录应力-应变曲线,回归出变形抗力模型。这里主要研究变形程度对变形抗力的影响。 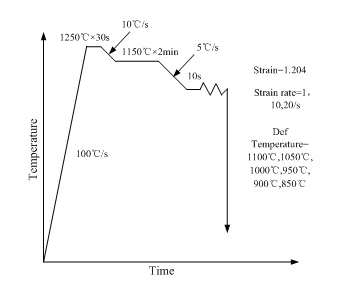 图3.2.4 单道次压缩实验工艺图 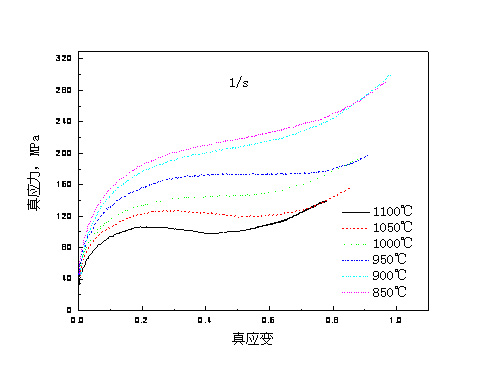 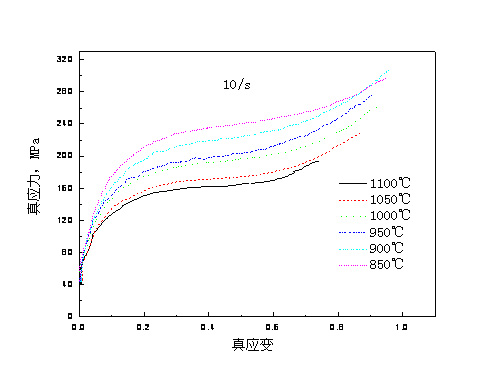 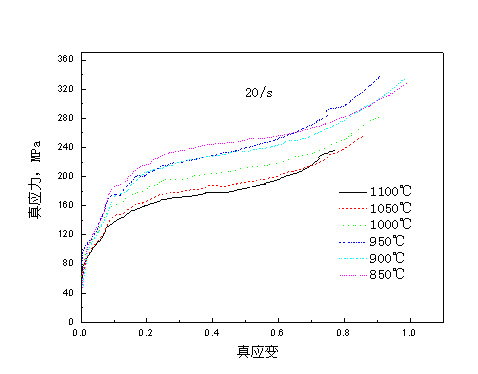 图3.2.5试样钢的变形抗力曲线 变形抗力除受到变形程度的影响外,还受到变形温度和变形速率的影响。综合所有影响变形抗力的因素,并参考有关文献,对金属塑性变形抗力数学模型进行比较及精度分析,最后确定金属塑性变形抗力数学模型为: 上式可以化为: 对上式可用最小二乘法进行多元线性回归分析,利用origin软件进行各项分析,分别回归出lna, b, c, d的值。 对比不同变形速率下的应力应变曲线时发现,当变形速率较小,变形温度较高时,容易发生动态回复与再结晶,减缓了加工硬化,变形抗力曲线中应力随应变增。 |
|
版权所有:沈阳科安捷材料技术有限公司 电话:024-83680273 邮箱:luoza@ral.neu.edu.cn
公司地址:辽宁省沈阳经济技术开发区开发二十二号路浑河十九街 备案: |