
|
联系电话:024-83689715 13066628868
|

焊接实验-焊接热影响区连续冷却转变实验(SH-CCT实验) |
| 通常的热处理的CCT图一般都是将试件加热到800~900℃,奥氏体化后即开始冷却。而对于焊接接头,人们最关心的是熔合线附近的热影响区的组织状态,所以焊接连续冷却转变图是将试件加热到接近熔点的温度,即1300~1350℃,然后再以不同的冷却速度进行冷却,这样制定的焊接热影响区连续冷却转变图称之为SH-CCT图。 冶金行业在新钢种大量投产之前,必须建立该钢种的SH-CCT图。一方面为评定该钢种的可焊性或预测焊接热影响的组织和性能,另一方面为制定合理的焊接工艺特别是焊接线能量提供技术依据。 SH-CCT实验推荐采用阶梯圆试样或拉伸试样(小的圆柱形试样在高温时易受到气缸的压力而产生微小形变),拉伸卡具。采用铂铑-铂热电偶。SH-CCT实验推荐采用热处理实验类型,热电偶类型选择TK4。实验取一组多个试样。 以“P460NL1钢的焊接热影响区粗晶区组织和性能 ”实验为背景,研究测定SH-CCT图。 (1)实验参数 在测定焊接热影响区SH-CCT曲线时,实验参数为: 峰值温度( tmax)为1320℃,峰值温度停留时间为0.5s,t8/5分别为3000,600,300,150,60,30,20,15,7.5,5,3.75,模拟过程由计算机控制,共做11组,每组3件,试样直径6mm,长9mm。 (2)实验结果 根基不同冷却速度下的相转变点,利用计算机统计制成P460NL1钢SH-CCT,如图3.4.3所示: 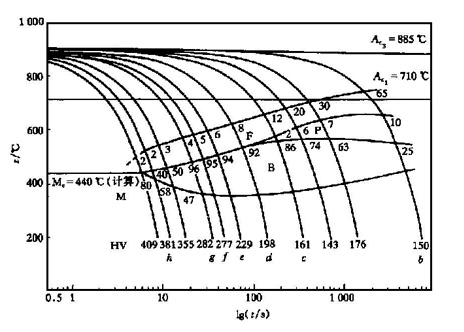
图 3.4.3 P460NL1 钢 SH -CCT 图 母材及热模拟后几个不同冷却速度下金相照片如3.4.4所示: 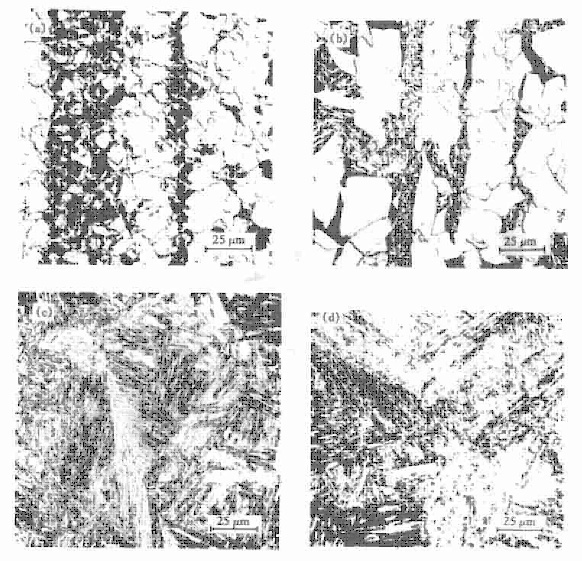
图 3.4.4 母材及不同冷却速度下热影响区的组织 对不同冷却速度的t8/5冷却时间和相应热模拟试样的金相组织组成的百分比之间的关系曲线具体描述如图3.4.5所示。 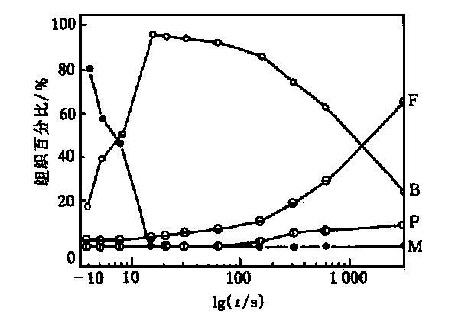
图3.4.5 冷却时间与组织组成 对不同冷却速度的t8/5冷却时间和相应热模拟式样的硬度之间的变化如图3.4.6曲线所示。 (3)实验分析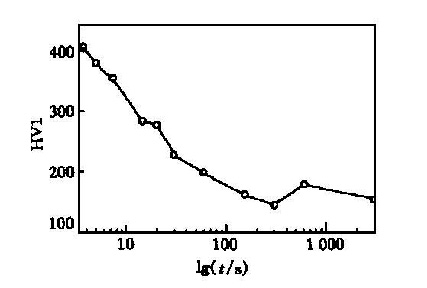
图 3.4.6 不同冷却速度下 P460NL1 钢的 HAZ 的硬度 由于w ( Mn) /w ( S) 比相当高且含Ni量较低,故不会产生热影响区的液化裂纹,但工艺因素也可起很大的促进作用,特别是线能量。线能量越大,晶粒长的越大,晶界熔化越严重 ,而且液态晶界间层存在的时间也越长,其液化的倾向也就越大。为此,应采用小线能量的焊接方法。 由于该钢Ms点较高,且马氏体的含碳量较低,因而实际上的冷裂纹倾向不一定很大,也就是说,在马氏体形成后,如果从工艺上提供一个“自回火”处理的条件,如保证马氏体形成时冷速较慢,即可避免冷裂纹的产生。当t8/5小于15s,如预热不足可造成粗晶区近焊缝侧有较大的贝氏体及魏氏组织和马氏体出现 ,结果使热影响区粗晶区的硬度值过高,可超过 400 HV,如不控制其冷却速度则会造成冷裂纹出现的危险性,另外由于该钢含有一定的Nb与V,经受焊接热循环时,第二相粒子会在熔合线附近,特别是热影响区粗晶区发生大量固溶,从而导致晶粒粗化及组织脆化。为此,应必须增加“预热”和“后热”工序。 当 t8/5小于60s 时其热影响区组织为铁素体 、珠光体加贝氏体组织,而粗晶区组织更加粗大,其硬度值小于 200 HV,出现软化现象,t8/5 ( s)时间越长其软化程度越严重,软化区宽度也越大。为此,焊接时必须使用小的线能量以确保不至于出现软化现象。 |
|
版权所有:沈阳科安捷材料技术有限公司 电话:024-83680273 邮箱:luoza@ral.neu.edu.cn
公司地址:辽宁省沈阳经济技术开发区开发二十二号路浑河十九街 备案: |